I see I forgot to answer you post with the video! I must have watched it, then got distracted with something else. I too love his videos, but had not seen that one. I saw a video last night about his soft jaws. I wondered why my jaws did not have the 3 steps like most chuck jaws, but did not worry about it too much. After watching his videos, I realized that the two sets of jaws I got are actually soft jaws! Maybe this is why I have so much runout. Here is a picture of the jaws with a couple file marks in them, they are indeed very soft.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
My new 1943 South Bend 9c lathe
- Thread starter Ryan313
- Start date

The
jaws are numbered 1-3 in accordance with the scroll in the chuck. If I move them around, it will probably 1/4” out.Check and see if there are three corresponding marks on the chuck somewhere. I moved my jaws around until I had the least runout and then center punched the jaws and the chuck. Now when replacing the jaws they are always in the same location.
Lately on machining videos I’ve been hearing a lot of feed rates: 0.005, 0.010, 0.002 and whatnot. When I got the lathe I looked at the feed rate and threading chart, but got confused and gave up rather quick. After hearing the feed rates on videos a few times I decided that if I can’t figure out something as simple as the gear chart, I’m in trouble. So, I am out in the garage now and figured out how it all works. The way the gears are setup now is not on the chart, but from estimating between what is there I’d say it is maybe a 0.015” and 0.020” feed rate. The lathe can be setup down to 0.0021” but I need another gear idler bolt, I just ordered one off eBay and will be here this week. Once I get my feed rate down, I think I will have a huge improvement in finish.
I think your onto something. Trying to hog metal on a small light lathe usually doesn't go well.Once I get my feed rate down, I think I will have a huge improvement in finish.
Lower feed rates helped tremendously! Now I need to find something to improve my patience! I just have to keep myself calm and not rush, remembering that lower feed rates will make a better part.
Last week I make a threading tool, and quickly realized that without a thread dial I have no real chance of catching the same thread. I ordered a dial, and it came a few days ago.
My buddy blew the belt on his four wheeler, and got shreds stuck in the clutches. He didn’t believe me that he wouldn’t get the pieces of rubber out without disasembling the clutch. After putting it back together with a new belt, he realized that there was still rubber inside the clutch. We looked online, and found the specs for the clutch puller. They can be had for $35 online, but I decided that this was a great project for the lathe!!
I’m sorry, I did not take pictures during the process, I really wanted to focus on what I was doing.



This is a fairly simple part, and the pictures speak for themselves as to what it is. The only thing that can not be seen in the picture is that under the hex, is a 5/8-11 thread. The nut stuck up 1/6 proud and I welded the two together, than faced it off.
The HSS threading tool I made works, but I think I may be a little off on my grind despite my best efforts and checking with a gauge very often. I think I will get a set of carbide insert for threading to improve my threads. However, I had a 3/4-16 nut that I tested it with and it works well with little play.
I also made a big rookie mistake, I left the stock the length it was. The part is 7” long, the stock was “15 or so. I should have cut it down 6” or so, I lost a lot of rigidity and got quite a bit of chatter. I had to go very light on the thread cuts, because of the deflection. I will admit that I was also lazy in not cutting it down, I realized the issue after 2-3 roughing passes. I should have cut it down, but live and learn.
Last week I make a threading tool, and quickly realized that without a thread dial I have no real chance of catching the same thread. I ordered a dial, and it came a few days ago.
My buddy blew the belt on his four wheeler, and got shreds stuck in the clutches. He didn’t believe me that he wouldn’t get the pieces of rubber out without disasembling the clutch. After putting it back together with a new belt, he realized that there was still rubber inside the clutch. We looked online, and found the specs for the clutch puller. They can be had for $35 online, but I decided that this was a great project for the lathe!!
I’m sorry, I did not take pictures during the process, I really wanted to focus on what I was doing.
This is a fairly simple part, and the pictures speak for themselves as to what it is. The only thing that can not be seen in the picture is that under the hex, is a 5/8-11 thread. The nut stuck up 1/6 proud and I welded the two together, than faced it off.
The HSS threading tool I made works, but I think I may be a little off on my grind despite my best efforts and checking with a gauge very often. I think I will get a set of carbide insert for threading to improve my threads. However, I had a 3/4-16 nut that I tested it with and it works well with little play.
I also made a big rookie mistake, I left the stock the length it was. The part is 7” long, the stock was “15 or so. I should have cut it down 6” or so, I lost a lot of rigidity and got quite a bit of chatter. I had to go very light on the thread cuts, because of the deflection. I will admit that I was also lazy in not cutting it down, I realized the issue after 2-3 roughing passes. I should have cut it down, but live and learn.
Looking much better! Keep trying, it only gets easier, and you will find all kinds of excuses to cut something!

Sorry I have not updated you all with anything, I have been busy with a new career change which I will update on eventually.
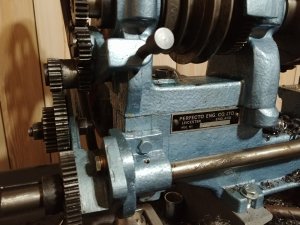
Every time I used the lathe I was worried about possible damage I was doing, since I was unsure about the condition of the felt wicks, and I was unsure if it was being lubricated. I decided it was finally time I stop putting it off and had a look. Of course the wicks were all hard, and needed to be replaced. Since I had it partly taken down, I decided to also paint everything. Progress has been slow, but I am making progress! Here are some pictures of the progress.
Every time I used the lathe I was worried about possible damage I was doing, since I was unsure about the condition of the felt wicks, and I was unsure if it was being lubricated. I decided it was finally time I stop putting it off and had a look. Of course the wicks were all hard, and needed to be replaced. Since I had it partly taken down, I decided to also paint everything. Progress has been slow, but I am making progress! Here are some pictures of the progress.
Attachments
-
 022C6F96-8619-4AC3-AED1-91F77A75F547.jpeg198.6 KB · Views: 13
022C6F96-8619-4AC3-AED1-91F77A75F547.jpeg198.6 KB · Views: 13 -
 072C6995-0F82-401D-95D1-0139CAA62C6E.jpeg140.4 KB · Views: 13
072C6995-0F82-401D-95D1-0139CAA62C6E.jpeg140.4 KB · Views: 13 -
 68C2D0ED-D629-47F8-9D4B-EB9A7F8B27CD.jpeg171.6 KB · Views: 14
68C2D0ED-D629-47F8-9D4B-EB9A7F8B27CD.jpeg171.6 KB · Views: 14 -
 A9A479C4-E27B-4211-9993-CBB3648EA660.jpeg139.4 KB · Views: 15
A9A479C4-E27B-4211-9993-CBB3648EA660.jpeg139.4 KB · Views: 15 -
 7FF61FF6-260D-4C33-9461-703BAD039AF0.jpeg132.8 KB · Views: 16
7FF61FF6-260D-4C33-9461-703BAD039AF0.jpeg132.8 KB · Views: 16 -
 C8AA45B1-E6BC-4107-9F49-C636621FFF16.jpeg138.2 KB · Views: 16
C8AA45B1-E6BC-4107-9F49-C636621FFF16.jpeg138.2 KB · Views: 16
Thanks! I am sure that it will hurt to get dirty, but this is a pretty low end paint job anyway, so I won’t loose any sleep, I’ll have more fun making parts!
For anybody who hasn’t used evapo rust, I tried it out with this project and love it! Here are some pictures. One is of two oil caps, one has been cleaned and the other not. The second picture is of some misc parts. They were submerged overnight and given a gentle wire brush, followed by some WD40 to keep from rusting.
For anybody who hasn’t used evapo rust, I tried it out with this project and love it! Here are some pictures. One is of two oil caps, one has been cleaned and the other not. The second picture is of some misc parts. They were submerged overnight and given a gentle wire brush, followed by some WD40 to keep from rusting.
Attachments


Yep, I keep the 3-gallon bucket with a dunk basket right next to my workbench! Great stuff.Thanks! I am sure that it will hurt to get dirty, but this is a pretty low end paint job anyway, so I won’t loose any sleep, I’ll have more fun making parts!
For anybody who hasn’t used evapo rust, I tried it out with this project and love it! Here are some pictures. One is of two oil caps, one has been cleaned and the other not. The second picture is of some misc parts. They were submerged overnight and given a gentle wire brush, followed by some WD40 to keep from rusting.
I picked up this MyFord clone for $200 three years ago. Had it looking nice after restoration...until I used it.
Attachments





But people tend to like to start with something pretty, then mess it up.I don't think they were made to display. Meant to get dirty and make a mess in general.
Like 99.9% of the tractors on here probably. lol
I cleaned up my lath and had some new parts made for it to compensate for wear but no paint job. Same with my tractors. Only a couple got new paint, one more this spring. Rest run in what clothes they had on after a good bath. But I know what your mean. I strongly dislike to drive/ride in a messy vehicle. I could fill a 30 gal trash can out of my daughters car. LOLBut people tend to like to start with something pretty, then mess it up.
Like 99.9% of the tractors on here probably. lol

I picked up this MyFord clone for $200 three years ago. Had it looking nice after restoration...until I used it.
That looks like a nice little machine! What is the reason for the channel being mounted upwards? All I can think is for the rolly bits and pieces.
I wondered too. It came with the lathe and is solid as a rock. I thought about closing the ends and puting an oil sump and pump on it. That train left the station a couple years ago.That looks like a nice little machine! What is the reason for the channel being mounted upwards? All I can think is for the rolly bits and pieces.